008615129504491

| Tworzywo | Gr 5, Gr 5 ELI, Ti-6Al-4V ELI |
| Standard | ASTM F136, IS05832-3 |
| Rozmiar | (1,0~12,0) Grubość * (300~1000) Szerokość * (1000~2000 )Dł. mm |
| Tolerancja | 0,05-0,2 mm |
| Państwo | M, wyżarzane |
| Stan powierzchni | Polerowana, dostosowana powierzchnia |
| Chropowatość | Ra<3,2 um |
100% wykrywanie wad powierzchniowych .
Ta część powierzchni kontrolnej jest pierwszym procesem w dziale kontroli. Pręt jest stale obracany, aby sprawdzić, czy na powierzchni nie ma żadnych wad, takich jak pęknięcia i wgniecenia. W przypadku stwierdzenia wad, są one oznaczane i rejestrowane w rejestrze wad.
Przyrząd do pomiaru średnicy w 100% wykorzystujący podczerwień. Dokładny pomiar średnicy i ścisła kontrola tolerancji.
Szczegółowe kroki kontroli są następujące:
1. Przed rozpoczęciem kontroli technik kontroli sprawdza wymagany zakres tolerancji i ustala wartości ostrzegawcze.
2. Aby rozpocząć kontrolę, każdy pręt jest równomiernie obracany w obszarze kontroli, a wykryte dane dotyczące średnicy są wyświetlane na instrumencie.
3. W przypadku stwierdzenia zbyt dużej lub zbyt małej średnicy, przyrząd kontrolny wysyła ostrzeżenie, a pręt jest usuwany jako złom lub dwukrotnie polerowany w celu zmniejszenia średnicy.
100% kontrola prostoliniowości.
Tolerancja prostoliniowości to stopień odchylenia każdego punktu na linii od linii, przy czym prostoliniowość wynosi 0,3‰-0,5‰. Szczegółowy proces obróbki polega na umieszczeniu pręta na powierzchni dobrze oświetlonej platformy, który toczy się tam i z powrotem, a inspektor patrzy przed siebie i używa linijki o dokładności 0,2 mm do pomiaru odstępu między prętem a platformą.
100% wykrywanie wad prądami wirowymi.
Cewka, w której umieszczany jest badany produkt, nadaje się do wykrywania prętów i drutów o średnicy 3-14 mm. Ponieważ pole magnetyczne generowane przez cewkę działa najpierw na zewnętrzną ściankę próbki, skuteczność wykrywania defektów ścianki zewnętrznej jest lepsza, a wykrywanie defektów ścianki wewnętrznej odbywa się metodą penetracji, co eliminuje ryzyko uszkodzenia powierzchni i pogorszenia parametrów produktu.
100% kontrola ultradźwiękowa.
Wykrywanie głównie wad metalurgicznych wewnątrz produktu zgodnie z normą AMS 2631. Produkt umieszcza się w zlewie, a następnie za pomocą instrumentu testuje się produkt w przód i w tył na powierzchni, obracając go. Obserwuje się, jak instrument wyświetla urządzenie. Jeśli wartość szczytowa nagle stanie się wyższa, produkt nie jest jednorodny wewnętrznie.
Badania właściwości fizycznych, w tym wytrzymałości na rozciąganie, granicy plastyczności, wydłużenia A w 4D lub 4W min, redukcji powierzchni B min. Mikrostruktura. A1-A5. Struktury wewnętrzne obserwowano pod mikroskopami o dużym i małym powiększeniu w celu oceny mikrostruktury. Certyfikaty jakości i raporty z badań zewnętrznych zostaną dostarczone na życzenie.
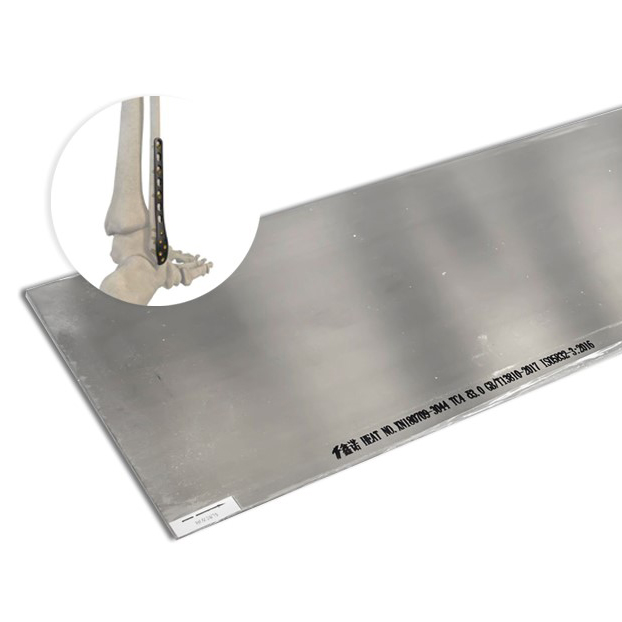
Nasza firma specjalizuje się w produkcji wyrobów tytanowych. Materiał ten charakteryzuje się niską gęstością, ale wysokimi właściwościami, co czyni go szeroko stosowanym w przemyśle medycznym. Znajduje zastosowanie w takich dziedzinach jak: protezy stawów, leczenie zębów, materiały implantologiczne, narzędzia chirurgiczne itp. W razie pytań prosimy o kontakt!